


 咨询热线
咨询热线家具设计中有些体积比较大的家具,比如餐桌、床板、衣柜面、门等产品,面积比较大,用这么大的板来做不实用。大多数情况下,我们看到的是拼接板。
实木拼板采用不同的结构形式,将窄的实木板材组合成所需宽度的板材,如实木台面、实木椅座等。不同的拼接方式带来不同的视觉效果。
实木面板常规厚度:桌面和抽屉面板为16-25毫米,厚桌面为30-50毫米,面板为6-12毫米,抽屉侧板和抽屉背板为10-15毫米。为了使面板的收缩和翘曲小化,应该限制实木窄板的宽度。现代家具生产中,实木窄板一般不超过60mm。
除了限制窄实木板材的宽度外,同一板材中的树种应一致或性质相近,相邻窄实木板材的含水率偏差不应大于1%。实木面板的结构形式多种多样,在实际生产中应根据不同的用途选择合适的面板形式。
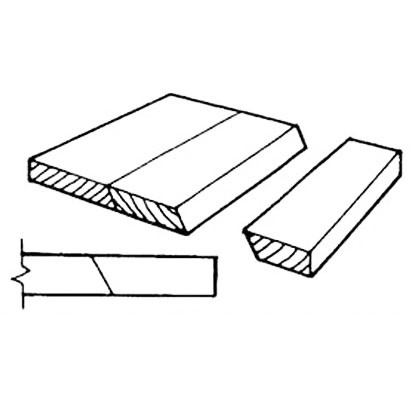
,平拼。
实木拼接式平拼形式。平实木窄板的接缝面应刨直,相邻窄板的接缝应紧密无缝。这是一种通过粘合剂粘合的实木面板。实木平板结构加工简单,生产效率高,窄实木板材损失率低。涂胶时,接合面应对齐,避免板面不平。
平拼的简单步骤。
1.材料选择。
选材关系到后期板块的完善。首先要尽量避免一些木材缺陷,比如节子、裂纹、槽口等。
2.材料准备。
木工台锯剪羊毛(注意一定要比拼料实际尺寸大2-3厘米,留余量)。
通过刨,刨等。处理材料的厚度。注意:加工时要留有余量,比如25mm厚的板材要实际拼接,这里可以加工成27-28mm厚的板材。
3、组装毛坯。
组装对成品家具的质量有很大的影响。不合理的组装可能会导致成品家具严重变形甚至断裂。
4.涂胶。
5.夹紧和干燥。
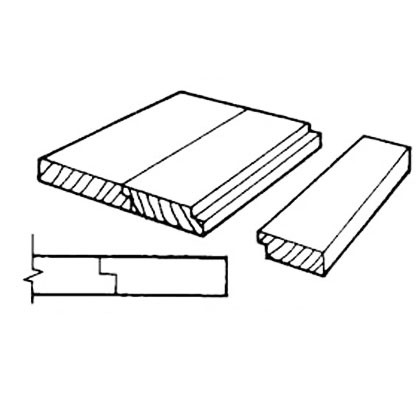
第二,坡拼。
实木拼接式中的斜面拼接形式。斜面拼接是一种实木拼接形式,将平拼接头的平面改为斜面,用胶水压接。采用斜面拼接结构,加工简单,生产效率高。由于粘接面加大,拼接面板强度高,涂胶时粘接面不宜对齐,容易造成表面不平整。
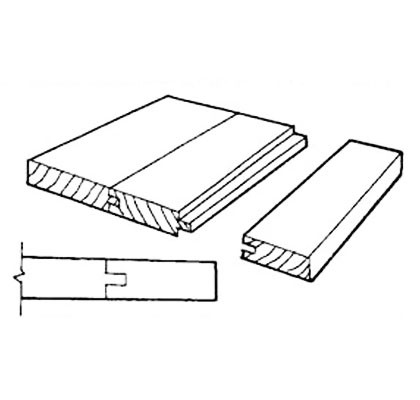
第三,切拼。
实木拼接式中的截断拼接形式。裁缝又称高低缝缝,是在实木窄板拼接前的接缝处制作裁缝,用胶粘剂粘接的一种实木拼接形式。切缝的优点是面板容易对齐,可以防止不均匀。由于粘接面扩大,板材的粘接强度更高,但窄实木板材的甩出率也增加。
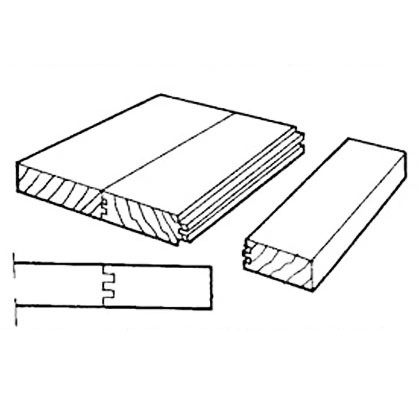
第四,凹凸拼。
实木拼接类型中的凹凸拼接形式。凹凸接头又叫槽簧接头,槽簧口应在窄实木板的接头处加工后再接合,是一种有胶有压的实木接合形式。这种结构的拼接面板很容易对齐。当胶缝开裂时,拼接面板的凹凸结构仍能掩盖胶缝。同时,由于胶接面扩大,拼接面板强度更高,常用于要求较高的密封部位,但窄实木板材的车削损耗率增加。
第5,齿形拼写。
实木拼接式中的齿形拼接形式。齿形拼接也叫指型拼接。拼接前,窄实木板的接缝处要加工两个以上的齿形,是一种用胶粘剂粘接的实木拼接形式。齿形拼接的拼接面比较平整,由于粘接接合面的增加,拼接的粘接强度较高,但齿形拼接的加工比较复杂。
 吉龙家具
吉龙家具